
By definition, a composite is something that is composed of disparate or separate parts.
A composite part in rubber molding consists of either an elastomer that is chemically bonded using an adhesive or mechanically locked to a substrate (ferrous and non-ferrous metals, plastics, fabrics) using through holes or undercuts. Sometimes, both methods are employed at the same time, providing a robust chemical and mechanical bond.
The strength and the type of bond ultimately depends on the application of the composite part. Examples include vibration dampeners, motor mounts, high pressure valves, or any application where — if the bond between the elastomer and the substrate fails — may cause serious damage to the equipment or injury to the operator.
These types of high-strength applications commonly utilize adhesives that create chemical bonds that are stronger than the elastomer itself. The chemical bond even remains intact when the elastomer itself fails from the stress or forces on it.
In addition to bonding, the adhesives provide environmental resistance from corrosion. At the other end of the spectrum, sometimes all that is required is a light mechanical bond to hold the components together temporarily in position until assembly is completed.
Chemical Bonding
Some important factors must be considered to establish an effective chemical bond that adheres the rubber to a substrate. The type of adhesive is specifically chosen and is based on the family of elastomer, curing system, and substrate. Adhesives can be water- or solvent-based, clear, pigmented, consist of a primer coat and covercoat system, or just a one-coat system.
The adhesives can be applied to the necessary component surfaces using various methods. Some of the depositing methods include spraying, brushing, and dipping. Sometimes, the adhesive can be used neat, or are required to be diluted with the appropriate solvent according to the manufacturer’s recommendation and application method.
During the molding and vulcanization process (which requires heat and sustained cavity pressure as a catalyst), chemical reactions are taking place. On a molecular level, cross-linking occurs between the elastomer and adhesive and between the adhesive and substrate. Substrate surface preparation is extremely important for good adhesion.
Bonding surfaces need to be clean and free of oils, cutting fluids, rust inhibitors, dirt, oxidation or other contamination. A wide array of surface preparation methods, either mechanical or chemical, can be employed and are specifically chosen based on the substrate material and geometry.
Mechanical surface preparation
Mechanical surface treatment methods include abrading the bonding surface using grit blasting, sanding, and wire brushing. Newly-machined and ground surfaces that have been degreased provide a good bonding surface ready for depositing adhesive.
Chemical surface preparation
In addition to, or in place of, some of the mechanical surface treatments, chemical methods are used. The substrate is exposed to either an acidic or alkaline solution in varying concentrations, exposure times, and temperatures to clean and etch the surfaces by chemical erosion.
Aluminum that has been treated with a chromate or dichromate finish do not require additional surface treatment as these processes cover the surface with an oxide film, preventing corrosion. This oxide film is suitable for depositing the required adhesive.
Plasma treatment preparation
One last surface treatment process is plasma treating. This cleaning process uses atmospheric plasma (ionized gas) to remove contamination and increase the surface energy of the substrate. On a molecular level, this leaves the substrate surface clean and modified to attract and cross link with the adhesive.
Bonding examples
The following illustration shows an example of a mechanical and chemical bond. The sectioned model view of an aluminum and bonded rubber composite consists of a symmetric groove on opposite faces of the aluminum component.
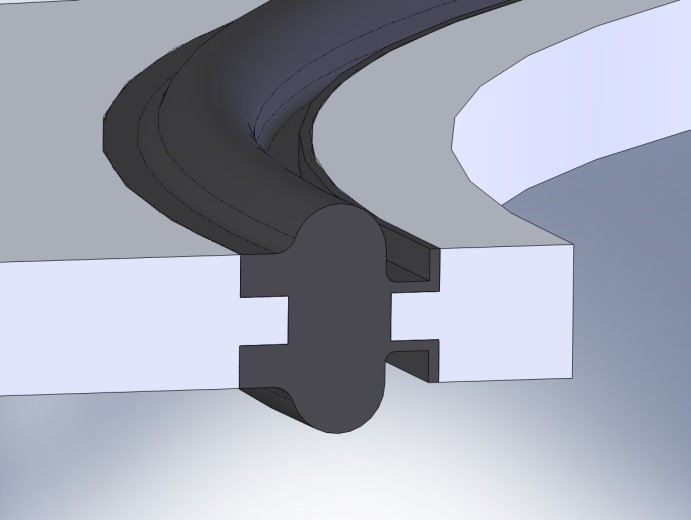
In addition to adhesive applied in the groove surfaces, the aluminum component has a series of through holes along the bottom face of the groove (Figure 1.).
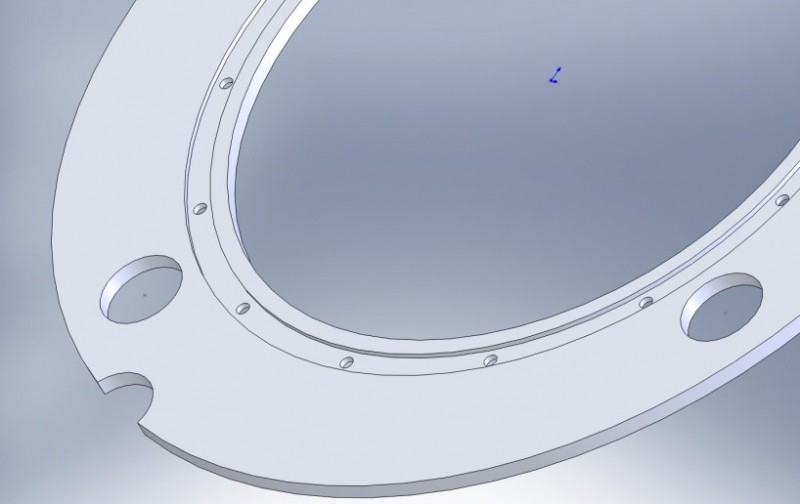
This allows the elastomer to pass from one side of the seal groove to the other, creating a mechanical lock and also create a symmetric seal feature on the opposite face during the molding process (Figure 2).
This example shows a composite part consisting of an elastomer profile that is chemically bonded to a steel substrate creating a face seal (Figure 3).

Incorporating the face seal bonded directly to the substrate, assembly becomes easier and faster. This eliminates the need to individually place each seal and sandwich it between the mating components.
This can sometimes be challenging when assembling something inverted and working against gravity. Bonding is not limited to just face seals. The following examples are bonded parts used in valve applications.
